Showing posts with label highway materials. Show all posts
Showing posts with label highway materials. Show all posts
FUTURE DEVELOPMENTS IN HIGHWAY TRANSPORTATION part 1
Technological advance has been great during the age of modern highways and continues today. Knowledge has been extended in the fields of soils and other highway materials and the designs using them so that they are now more economical and reliable. Developments in machinery and management techniques have revolutionized construction and maintenance methods. The highway engineer has become increasingly conscious that a highway can be attractive and safe as well as useful and has learned much about roadside improvement, erosion control, and noise abatement. Entirely new approaches have been developed in the fields of highway and urban transportation planning, geometric and structural design, and traffic control. In all of these areas the computer has be¬come an essential tool. Many challenges lie ahead for those interested in re¬search, design, and administration as present practices are refined and new approaches are developed.
Possibly the most difficult problem now facing highway and transportation planners, engineers, and administrators is to define the role of the automobile, highway-based public transit, and other ways of moving people and goods in urban areas. Currently, critics are blaming the automobile for such problems as urban area expansion and wasteful land use, congestion and slum conditions in the central areas, and air and noise pollution. These problems are aggravated by a crisis in petroleum-based energy supply. It follows that those who will plan, construct, maintain, and manage our transportation facilities face a changed world; the problems in the 1980s are not those of the 1950s, 1960s, and early 1970s where the target was to build a system of freeways and other major arteries to accommodate expanding demands for better mobility by automobile. Rather, efforts will be directed toward making minor additions and adjustments to that system, rehabilitating it so that it does not completely fall apart under the ravages of time and heavy traffic, and operating it for maximum efficiency and safety. To search out, demonstrate, and implement viable approaches that will help solve these problems will challenge the ingenuity, abilities to deal with people, and staying power of all in the years ahead.
Bituminous Plant Guidelines

◊ Accurate proportioning of cold feed aggregates
---> To ensure proper blened of materials to meet predetermined JMF
---> To ensure the proper balance of material in the hot bins
◊ Scales zero properly and record accurately
---> Scale lever systems kept clean
---> Load cells of the proper size, properly aligned and hanging free
◊ Asphalt bucket tared properly and hanging free
◊ Aggregate weight box tared properly and hanging free
◊ Mixer condition and function
---> Mixer part in a good condition and adjusted to the proper mixing pattern
---> Proper size batch being mixed
◊ Sufficient mixing time for dry and wet cycles
◊ Uniform asphalt and aggregate distribution in the pugmill
◊ Proper aggregate and asphalt temperature when these materials are introduced into weighing receptacles
◊ Worn or damage screen
◊ Moisture content of the aggregate after it leaves the dryer
◊ All proper safety requirements being met.
Control Uniformity Of Bituminous

◊ Control of the uniformity of hot mixes is important, as any appreciable change or variation in gradation or bitumen content will be reflected in a change in some other characteristic of the mix.
◊ Sampling and testing are among the most important functions in plant control.
◊ Samples may be obtained at various points in the plant to establish if the processing is in order up to those points.
◊ A final check of the mixture is needed to determine its uniformity, its gradation, and its bitumen content.
◊ An extraction test measures the bitumen content and provides aggregate from which the gradation may be determined.
◊ The results of extraction and gradations should fall within the job mix tolerance specified, if they do not, corrective measures must be taken to bring the mix within the uniformity tolerance.
Batch Hot Mixture Asphalt Plant (PART 3)

◊ The pugmill is typically a twin-shaft, counter-rotating mixer designed to coat the aggregate quickly with bitumen. The material mixed for a period that is generally around 45 seconds.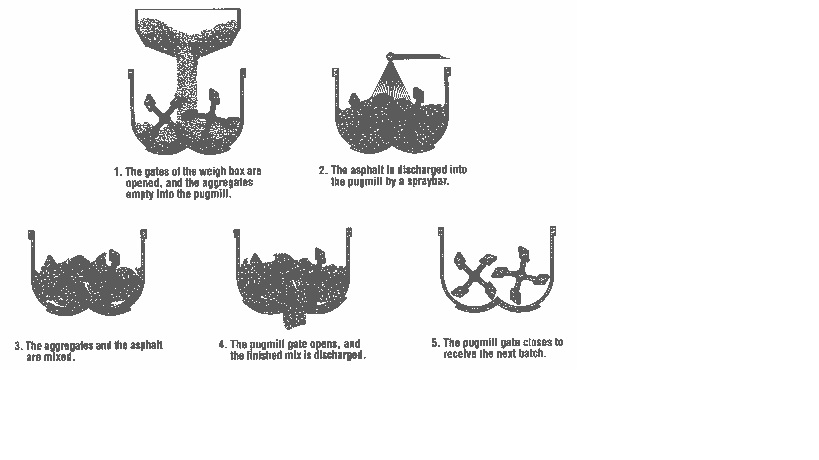
◊ After mixing, the bituminous mixture is discharged directly into a truck or is transferred into a storage silo where trucks may be loaded for transport to the site.
Batch plants may be manual, semi-automatic or automatic depending on the degree of automation. In manual plants, air cylinders or hydraulic cylinders, actuated by the operator by electric switches, control bin gates, fines feeders, bitumen supply and spray valves, the weigh box discharge gate, and the pugmill discharge gates.
In semiautomatic batch plants, the various operations constituting each mixing cycle are under automatic control. Thus, the quantities of bitumen and aggregate introduced into the mixes, the mixing times, the sequencing of the mixing functions, and the operation of the pugmill discharge gate are controlled automatically.
The fully automatic batch plant repeats the weighing and mixing cycle until the operator stops it or until it stops itself because of material shortage or some other extraordinary event. Automatic plants also normally provide a record of the amount of material incorporated into each batch.
Batch Hot Mixture Asphalt Plant (PART 2)

◊ After screening the aggregates, they are stored in hot material bins. The stored aggregates are later proportioned to produce the bituminous mixture.
◊ The finest material is separated first into a bin by a vibrating screen; oversize material is caught by a scalping screen and discharged from the tower. Other material sizes are separated by vibrating screens and stored in the remaining bins.
◊ The control system then proportions the hot aggregates from the bins into the weigh box which is mounted on a set of scales.
◊ These dry aggregates are discharged into the pugmill and the hot bitumen, which has been weighed and stored in a weigh bucket, is sprayed into the pugmill after a few seconds of dry mixing.
Batch Hot Mixture Asphalt Plant (PART 1)



A comparison of the first two or three components in the batch and drum mix facilities shows that the cold feed proportioning systems for both types are similar.
◊ The primary difference up to the drying operation, is the automatic weighing system on the cold feed conveyor of the drum facility. The proportioned material is fed by the cold feed conveyor into the dryer.
◊ The dryer in a batch facility is typically of counter flow design in which the aggregates flow in the drum in opposition to (counter to) the flow of exhaust gases.
◊ The drier consists primarily of a large (from 0.9 to 3m in diameter and 6 to 12m long) rotating cylinder that is equipped with a heating unit at one end, usually a low pressure air atomization system using fuel oil.
◊ The drier is mounted at an angle to the horizontal, with the heating element being located at the lower end. Hot gases, from the burner pass from the lower end up the cylinder and out at the upper end.
◊ The so-called cold aggregate is fed into the upper end of the drier, picked up by steel angles or blades set on the inside face of the cylinder, and dropped in “veils’’ through the burner flame and hot 8 gases, and it moves down the cylinder because of the rotating action and force of gravity.
◊ The hot aggregate then discharges from the lower end of the drier, generally onto an open conveyor or enclosed “hot elevator’’ that transports it to the screens and storage bins mounted at the top of the power plant in conjunction with the mixing unit.
◊ the temperature of the aggregates may be raised to 160 °C or more, and practically all the moisture in them removed. In the preparation of “cold’’ mixtures such complete drying may be neither necessary nor particularly desirable.
◊ The hot, dust laden exhaust gases from the dryer are passed through a dust collection system to remove dust particles so that emission standards are met. The collected dust is returned to the hot material elevator or filler silo and is reintroduced into the mixture as required.
◊ Mineral filler that is added to the mixture is not normally passed through the aggregate drier, this material being fed by a separate device directly into the mixing unit in some cases or into the aggregate batching unit.
◊ Separate feeder units are also used in the preparation of cold mixtures to supply liquefier, other fluxes, or hydrated lime to the mix.
◊ The tower unit contains a series of components that screen, store, proportion by weight, mix, and discharge the bituminous mixture into a truck or storage silo.
◊ After the aggregates exit the hot elevator at the top of the tower, they are discharged onto vibrating screens that are designed to separate the material into a number of sizes.
Drum Mix Plant Processes

The flow of materials (from left to right):
* Cold bins:
---> aggregates moved from the stock-pile area to the cold feed bins via a front end loader
---> The minimum required number of bins depends on the number of different ggregates to be used in the bituminous mixture. Most facilities have a minimum of 4 cold feed bins.
---> The metal cold feed bins have slanted sides with a vibrator attached (if gravity feed is inadequate) to keep a constant
supply of material flowing out of the bottom of the cold feed
---> Typically an adjustable gate and a variable speed feeder are located at the bottom of each cold feed bin to proportion the material from each bin to meet the job mix formula gradation.
* A gathering conveyor brings the material to the cold feed elevator which moves the material to the dryer. An automatic weighing system on this elevator continuously weighs the amount of aggregate plus moisture going into the drum mixer.
* In the control room, a correction to the total weight is made for the moisture content of the aggregates so that the the proper amount of bitumen can be pumped into the drum mixer.
* A typical drum mixer is of a parallel flow design in which the aggregates move in the same direction as (parallel to) the exhaust gases.
* Therefore, the aggregate is fed into the drum at the burner end and then it is dried and heated as it moves down the drum toward the discharge end.
* The bitumen is pumped from the bitumen storage tank and enters the drum at a point about one third the drum length from the discharge end.
* When the bitumen is added into the drum, it is pumped into the bottom of the drum at about the same location that the mineral filler and/or baghouse fines are reintroduced. Adding bitumen and dust in close proximity allows the bitumen to trap the fines and to coat them before they are picked up by the high velocity exhaust gas stream.
* The bitumen coats the aggregates as the materials move down the lower third of the drum.
* The bituminous mixture exits the drum through a discharge chute into a conveyor system which transports the mixture into a surge silo from which it is discharged into trucks via an automatic scale system.
* It is then transported to the site.
All material movements from the cold feed to the surge sile are monitored from the control room. Sensors at various locations in the facility monitor conveyor speeds, aggregate weights, temperature, and other critical functions which affect efficient operation.
CENTRAL MIXING PLANTS


The term central mixing plant:
* the plant or “factory”
* the bituminous paving mixture is produced
- a process beginning with the aggregates and bituminous materials and
- ending with the discharge of the mixture into hauling units for transportation to the job site.
* Type of central mixing plants: portable, semiportable, or stationary in nature.
- “portable” is applied to:
* relatively small units (self contained and wheel mounted), and
* larger mixing plants (the separate units are themselves easily moved from one place to another).
- “semi-portable”:
* separate units must be taken down,
* transported on trailers, trucks, or railroad cars to a new location, and
* reassembled (process may require only a few hours or several days, depending on the plant involved).
- “Stationary plants”:
* permanently constructed in one location,
* not designed to be moved from place to place,
* capacities: up to about 400 t of mixture per hour (prepared at temperatures ranging from 110 to 185°C),
* Two general types of central mixing plants are in common use viz.;drum mix plants and batch plants.
Construction methods for hot mix, hot laid asphaltic concrete


Bituminous paving mixes made with:
* bitumen are prepared at an asphalt mixing facility, or “central mixing plant”
* Aggregates are blended, heated and dried, and mixed with bitumen to produce a hot asphalt paving mixture.
The fundamental steps:
1. preparation of the mixture,
2. preparation of base or levelling course,
3. transportation and placing of the surface course mixture,
4. joint construction and
5. compaction and final finishing.
Significance of Subgrade Soil
Subgrade soil is an integral part of the road pavement structure as it provides the support to the pavement from beneath. The subgrade soil and its properties are important in the design of pavement structure. The main function of the subgrade is to give adequate support to the pavement and for this the subgrade should prossess sufficient stability under adverse climate and loading conditions.

picture from www.athleticturf.net
The formation of waves, corrugations, rutting and shoving in black top pavements, and the phenomena of pumping, blowing and consequent cracking of cement concrete pavements are generally attributed due to the poor subgrade conditions.
When soil is used in embankment construction, in addition to stability, incompressibility is also important as differential settlement may cause failures. Compacted soil and stabilized soil are often used in sub base or base course of highway pavements. The soil is therefore considered as one of the principal highway materials.
Highway and Transport Engineering
and this section is about highway materials
(refference : Khanna, S.K., Justo, C.E.G., Highway Engineering, 3th edition, Nem Chand & Bros Roorkee (U.P.), 1976.)


picture from www.athleticturf.net
The formation of waves, corrugations, rutting and shoving in black top pavements, and the phenomena of pumping, blowing and consequent cracking of cement concrete pavements are generally attributed due to the poor subgrade conditions.
When soil is used in embankment construction, in addition to stability, incompressibility is also important as differential settlement may cause failures. Compacted soil and stabilized soil are often used in sub base or base course of highway pavements. The soil is therefore considered as one of the principal highway materials.
Highway and Transport Engineering
and this section is about highway materials
(refference : Khanna, S.K., Justo, C.E.G., Highway Engineering, 3th edition, Nem Chand & Bros Roorkee (U.P.), 1976.)
Emulsified Asphalt
This article is about highway and transport engineering, this time we talk about the Emulsified asphalt
.jpg)
Emulsified asphalt is a mixture of asphalt cement, water, and an emulsifying agent. These three constituents are fed simultaneously into a colloid mill to produce extremely small globules of (5-10µ) of asphalt cement, which are suspended in the water. The emulsified agent imparts the electric charges (cationic or anionic) to the surface of the asphalt particles, which causes them to repel one another; thus the asphalt particles do not coalesce. The emulsified asphalt thus produced is quite stable and could have a shelf life of several months.
The two most common types of emulsified asphalts are anionic and cationic, a classification dependent on the emulsified agent. The anionic type contains electronegatively charged asphalt globules, and the cationic type contains electropositively charged asphalt globules.
The choice of anionic or cationic emulsions is important when considering various types of aggregates. The anionic emulsions carry a negative charge and are effective in coating electropositive aggregates such as limestone. The positive charge in a cationic emulsion reacts favorably with an electronegative aggregate, such as the highly siliceous aggregates.
(source: Wright, P.H, with contributions by James S. Lai, Peter S.Parsonson, Michael Meyer., Highway Engineering, 6th edition ,John Wiley & Sons, Inc.New York, 1996.)
The two most common types of emulsified asphalts are anionic and cationic, a classification dependent on the emulsified agent. The anionic type contains electronegatively charged asphalt globules, and the cationic type contains electropositively charged asphalt globules.
The choice of anionic or cationic emulsions is important when considering various types of aggregates. The anionic emulsions carry a negative charge and are effective in coating electropositive aggregates such as limestone. The positive charge in a cationic emulsion reacts favorably with an electronegative aggregate, such as the highly siliceous aggregates.
(source: Wright, P.H, with contributions by James S. Lai, Peter S.Parsonson, Michael Meyer., Highway Engineering, 6th edition ,John Wiley & Sons, Inc.New York, 1996.)
Cutback Asphalt
This article is about highway and transport engineering, this time we talk about the Cutback Asphalt
.jpg)
pict source : www.hgmeigs.com
Asphalt cement produced from the vacumm steam distillation exists as a semi solid at room temperature, and usually proper workability can be attained by heating the asphalt cement to a temperature of 120 to 165C (25F to 33F) to liquify it. In order for asphalt products to attain workability at room temperature, they must be rendered liquid at room temperature. There are two ways to liquefy asphalt without resorting to heat: dissolve (cut) the asphalt in solvent or emulsify it in water.
When volatile solvent are mixed with asphalt cement to make liquid product, the mixture is called "cutback asphalt." After a cutback asphalt is exposed to air, the volatile solvent evaporates, and the asphalt in the mixture regains its original characteristics (cured). Depending on the volatility of the solvent used, the rate of curing of cutback asphalt can vary from a few news minutes to several days. Following are three types of cutback asphalt and the solvent used.
(source: Wright, P.H, with contributions by James S. Lai, Peter S.Parsonson, Michael Meyer., Highway Engineering, 6th edition ,John Wiley & Sons, Inc.New York, 1996.)
.jpg)
pict source : www.hgmeigs.com
Asphalt cement produced from the vacumm steam distillation exists as a semi solid at room temperature, and usually proper workability can be attained by heating the asphalt cement to a temperature of 120 to 165C (25F to 33F) to liquify it. In order for asphalt products to attain workability at room temperature, they must be rendered liquid at room temperature. There are two ways to liquefy asphalt without resorting to heat: dissolve (cut) the asphalt in solvent or emulsify it in water.
When volatile solvent are mixed with asphalt cement to make liquid product, the mixture is called "cutback asphalt." After a cutback asphalt is exposed to air, the volatile solvent evaporates, and the asphalt in the mixture regains its original characteristics (cured). Depending on the volatility of the solvent used, the rate of curing of cutback asphalt can vary from a few news minutes to several days. Following are three types of cutback asphalt and the solvent used.
- Rapid curing (RC): gasoline or naphtha
- Medium curing (MC): kerosene
- Slow curing (SC): road oils
(source: Wright, P.H, with contributions by James S. Lai, Peter S.Parsonson, Michael Meyer., Highway Engineering, 6th edition ,John Wiley & Sons, Inc.New York, 1996.)
Highway Materials (bituminous)
This article is about highway and transport engineering, this time we talk about the Highway Materials (aggregates)
.jpg)
pict source : www.lmsqld.com.au
.jpg)
pict source : www.ecvv.com
Bituminous materials are used extensively for roadway construction, primarily because of their excellent binding or cementing power and their waterproofing properties, as well as their relatively low cost. Bituminous materials consists primarily of bitumen, which, according to ASTM D8, is a class of black or dark colored solid or viscous cementitious subsatnces composed chiefly of high molecular weight hydrocarbons; by definition, it is soluble in carbon.
Bituminous materials are divided into two broad categories: asphalt and tars. Asphalts are the residues of the petroleum oils. A great majority of asphalts used nowadays are the residues from the refinery of crude oils, although there are natural deposits called "native asphalt." Tars are residues from the destructive distillation of organic substances such as coal, wood or petroleum. Tars obtained from the destructive distillation are tars, which must undergo further refinement to become road tars.
Asphalts have no odor, are more resistant to weathering, and less susceptible to temperature than tars, which have a pungent (creosote like) odor and react to weathering and temperature. Asphalt will be dissolved in petroleum oils whereas tars will not. Therefore, tars have been used to seat asphalt concrete surfaces, such as fog seals, to improve the oil resistance of asphalt surfaces. Asphalt are lack in color, whereas tars are usually brown black in color.
Today, tars are not used extensively as binders for highway pavements, and therefore, they are treated only lightly here.
(source: Wright, P.H, with contributions by James S. Lai, Peter S.Parsonson, Michael Meyer., Highway Engineering, 6th edition ,John Wiley & Sons, Inc.New York, 1996.)
.jpg)
pict source : www.lmsqld.com.au
.jpg)
pict source : www.ecvv.com
Bituminous materials are used extensively for roadway construction, primarily because of their excellent binding or cementing power and their waterproofing properties, as well as their relatively low cost. Bituminous materials consists primarily of bitumen, which, according to ASTM D8, is a class of black or dark colored solid or viscous cementitious subsatnces composed chiefly of high molecular weight hydrocarbons; by definition, it is soluble in carbon.
Bituminous materials are divided into two broad categories: asphalt and tars. Asphalts are the residues of the petroleum oils. A great majority of asphalts used nowadays are the residues from the refinery of crude oils, although there are natural deposits called "native asphalt." Tars are residues from the destructive distillation of organic substances such as coal, wood or petroleum. Tars obtained from the destructive distillation are tars, which must undergo further refinement to become road tars.
Asphalts have no odor, are more resistant to weathering, and less susceptible to temperature than tars, which have a pungent (creosote like) odor and react to weathering and temperature. Asphalt will be dissolved in petroleum oils whereas tars will not. Therefore, tars have been used to seat asphalt concrete surfaces, such as fog seals, to improve the oil resistance of asphalt surfaces. Asphalt are lack in color, whereas tars are usually brown black in color.
Today, tars are not used extensively as binders for highway pavements, and therefore, they are treated only lightly here.
(source: Wright, P.H, with contributions by James S. Lai, Peter S.Parsonson, Michael Meyer., Highway Engineering, 6th edition ,John Wiley & Sons, Inc.New York, 1996.)
Highway Materials (aggregates)
.jpg) This article is about highway and transport engineering, this time we talk about the Highway Materials (aggregates)
This article is about highway and transport engineering, this time we talk about the Highway Materials (aggregates)The term aggregate refers to granular mineral particles that are widely used for highway bases, subbases, and backfill. Aggregates are also used in combination with a cementing material to form concretes for bases, subbases, wearing surfaces, and drainage structures. Sources of aggregates include natural deposits of sand and gravel, pulverized concrete and asphalt pavements, crushed stone, and blastfurnance slag.
pict source: www.cct-inc.net
Properties of aggregates
The most important properties of aggregates used for highway construction are:
pict source: www.cct-inc.net
Properties of aggregates
The most important properties of aggregates used for highway construction are:
- particle size and gradation
- hardness or resistance to wear
- durability or resistance o weathering
- specific gravity and adsorption
- chemical stability
- particle shape and surface texture
- freedom from deleterious particles or substances
(source: Wright, P.H, with contributions by James S. Lai, Peter S.Parsonson, Michael Meyer., Highway Engineering, 6th edition ,John Wiley & Sons, Inc.New York, 1996.)
Highway Materials (soils)
This article is about highway and transport engineering, this time we talk about the Highway Materials (soils)
.jpg)
pict source: www.perfectsoil.com
Basically, the engineering definition of the world "soil" is very broad one. Soil might be defined as all the earth material, both organic and inorganic, that blankets the rock crust of the earth. Practically all soils re products of the disintegration of the rocks of the earth's crust. This disintegration, or "weathering," has been brought about by the action of chemical and mechanical forces that have been exerted on the parent rock formations for countless ages. Included among these forces are those of wind, running water, freezing and thawing, chemical decomposition, glacial action, and many others.
Soil may be described in terms of the principal agencies responsible for their formation and position. Thus a "residual soil"; is one that, in its present situation, lies directly above the parent material from which it was derived. Soils formed by the action of wind are we known as "aeolian soils"; a typical example of a windblown soil deposit is seen in the very considerable deposits of losses in the Missisipi Valey."Glacial soils" occur in many parts of the United States. An example of such a soil deposit is a glacial till, which is a deposit of tightly bonded materials containing particles ranging in size from boulders down to very finely divided mineral matter
(source: Wright, P.H, with contributions by James S. Lai, Peter S.Parsonson, Michael Meyer., Highway Engineering, 6th edition ,John Wiley & Sons, Inc.New York, 1996.)
.jpg)
